Процесс меднения стали
Содержание:
- Работа источника тока
- Особенности процесса меднения стали в домашних условиях
- Технология меднения
- Пошаговая инструкция по плавлению меди
- Понятие процесса
- Способы нанесения
- Примеры меднения своими руками
- Оборудование и материалы, необходимые для нанесения медного покрытия
- Особенности проведения в бытовых условиях
- Технология меднения
- Общие сведения
- Сварка меди и её сплавов со сталью. Как сваривать медь и сталь
- Основные методики меднения
- Техника безопасности
- Цель меднения металлов и сферы их применения
Работа источника тока
Перемещая электрические заряды по участку цепи, электрический ток выполняет работу. Она складывается из работы кулоновских сил и работы сторонних сил:
А = Акул + Астор.
Работа источника – это работа сторонних сил по переносу электрических зарядов вдоль проводника в течение времени:
Аист = Астор = ε * I * t,
где:
- ε – ЭДС (В);
- I – ток (А);
- t – время (с).
Работа электротока определяет степень превращения электроэнергии в её другие формы.
Особенности процесса меднения стали в домашних условиях
Чтобы производить меднение в домашних условиях, необходимо выполнить ряд требований, вытекающих из самого технологического процесса, поскольку погружной метод подразумевает использование электролита. Раствор этот едкий, подвержен испарению, а так как во время работы он будет еще и нагреваться, то испарения будут интенсивными. Для проведения гальваники в домашних условиях следует позаботиться о защитных средствах и хорошей вентиляции.
Гальваническое покрытие медью в домашних условиях, несмотря на достаточно примитивное оборудование, дает, тем не менее, отличные результаты. Из всех металлов сталь обеспечивает наиболее прочное соединение с медной пленкой, поэтому именно при меднении стали получаются прекрасные прочные проводники тока. Покрытие стального изделия медной пленкой придаст предмету более привлекательный вид.
Результат меднения
Меднение стали с погружением в электролит
Прежде чем начать процесс меднения, следует подготовить домашнее помещение, рабочее место, необходимые материалы и средства индивидуальной защиты для проведения этих работ. После этого следует подготовить заготовку. С ее поверхности тонким наждаком и мелкой металлической щеткой должна быть удалена окисная пленка. После удаления пленки деталь промывается, обезжиривается в теплой мыльной воде и еще раз промывается чистой водой под сильным напором.
Схема меднения стали в электролите
В емкость (желательно стеклянную) помещаются две медные пластины, электрически соединенные между собой. Эти пластины являются анодами, и подключаются проводником к плюсу источника тока. К минусу источника подключается проводник, соединенный с обрабатываемой заготовкой, которая является катодом в этой цепи. В цепь анода включается реостат для регулировки силы тока и амперметр для контроля.
В емкость заливается подготовленный раствор электролита, в состав которого входят медный купорос, дистиллированная вода и кислота. Раствор заливается в количестве, достаточном для того, чтобы полностью покрыть электроды и обрабатываемую деталь. На схему подается напряжение, реостатом устанавливается ток из расчета 15 мА на один квадратный сантиметр площади детали.
Через полчаса напряжение снимается, покрытая медью деталь извлекается из раствора, освобождается от проводника, тщательно промывается, обсушивается. Процесс завершен. Необходимое замечание: все операции следует проводить в респираторе, в резиновых перчатках и при включенной вентиляции.
Технология меднения
Порядок действий при нанесении покрытия:
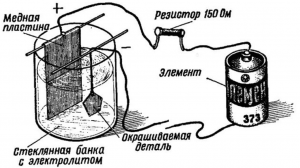 Схема гальванического меднения
Схема гальванического меднения
- Надо удалить тонкую пленку окислов с поверхности детали, подлежащей обработке. Используется наждачная бумага, металлическая щетка или иные абразивные материалы. Необходимо действовать очень аккуратно, поскольку сильные повреждения металла останутся заметными. В идеале, поверхность должна быть отполирована.
- Затем изделие тщательно промывается в горячем растворе кальцинированной соды. Это действие позволяет обезжирить поверхность.
- Подготовленное изделие подключается к отрицательному электроду от источника питания и помещается в раствор электролита.
- В раствор электролита опускаются медные пластины с присоединенным к ним положительным электродом от источника питания (анод). Необходимо следить, чтобы анод и катод не соприкасались. В идеале, расстояние между ними должно быть во всех участках одинаковым, но на практике этого сложно добиться.
- Меднение металла производится в несколько приемов. Первый слой покрытия, полученный в течение нескольких минут, рекомендуется удалить и вновь промыть деталь в содовом растворе. Это усилит сцепление слоя омеднения с основным металлом. Деталь выдерживается в растворе около 20–30 минут. Толщина слоя покрытия может достигать 300 мкм.
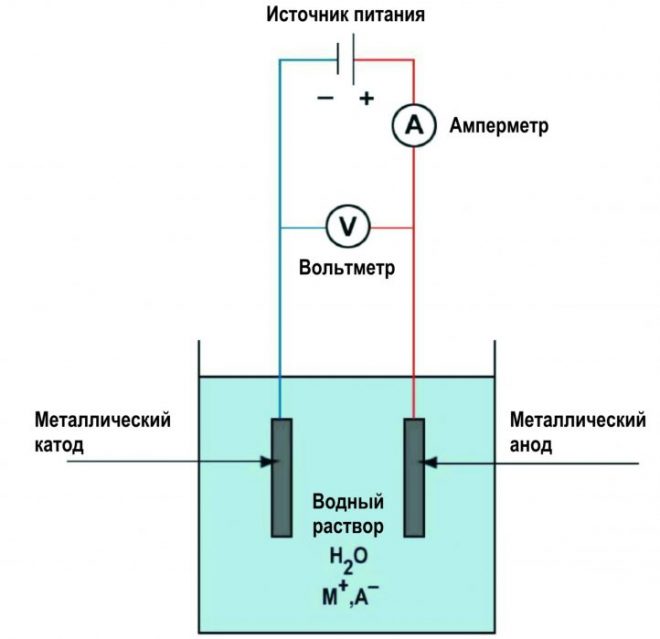 Схема осаждения металла
Схема осаждения металла
Нередко бывает необходимо удалить слой покрытия с хромированных частей. Для этого на деталь подается отрицательный заряд, а на положительный электрод наматывается тряпочка, смоченная в растворе серной кислоты (5%). Ею протирается поверхность детали, слой хромирования снимается. При выполнении процедуры необходимо защищать кожу, органы зрения и дыхания от паров кислоты.
Пошаговая инструкция по плавлению меди
Плавка меди, если подготовить все необходимое для реализации такого технологического процесса и подойти к его выполнению правильно, позволяет даже в домашних условиях изготавливать медные изделия как декоративного, так и чисто практического назначения.
Для того чтобы расплавить медь, вам потребуются следующие инструменты, оборудование и расходные материалы:
- муфельная печь (желательно с регулировкой температуры нагрева);
- тигель, в котором вы будете расплавлять медь (для плавки меди используют тигли, изготовленные из керамики или огнеупорной глины);
- щипцы, при помощи которых горячий тигель будет извлекаться из печи;
- крюк (его можно изготовить из обычной стальной проволоки);
- бытовой пылесос;
- древесный уголь;
- форма, в которую будет выполняться литье;
- газовая горелка и горн.
Меньше всего примесей содержится в электротехнической меди
Шаг первый
Медь в измельченном состоянии помещают в тигель. Следует иметь в виду: чем меньше будут кусочки металла, тем быстрее он расплавится. Тигель после его наполнения медью помещают в печь, которую, используя регулятор температуры, необходимо прогреть до требуемого состояния. В дверцах серийных муфельных печей обязательно предусмотрено окошко, через которое можно наблюдать за процессом плавления.
Смотровое окошко позволит контролировать процесс не открывая дверцу лишний раз, тем самым не снижая температуру в печи
Шаг второй
После того как вся медь в тигле расплавится, его необходимо извлечь из печи, используя для этого специальные щипцы. На поверхности обязательно присутствует окисная пленка, которую необходимо сдвинуть к одной из стенок тигля при помощи стального крюка. Расплавленный металл после освобождения его поверхности от окисной пленки следует максимально оперативно и аккуратно залить в предварительно подготовленную форму. Подробности и правила выполнения этой процедуры хорошо демонстрирует видео, которое несложно найти в интернете.
Разливать металл по формам придется очень быстро, если выбранный вами способ нагрева не смог обеспечить нужную температуру
Шаг третий
В том случае, если в вашем распоряжении нет муфельной печи, то разогревать тигель с медью можно при помощи газовой горелки, расположив ее вертикально под дном емкости
При этом важно следить за тем, чтобы пламя газовой горелки было равномерно распределено по всей площади дна тигля
Шаг четвертый
Если в домашних условиях необходимо расплавить легкоплавкие сплавы на основе меди (латунь и некоторые ), то в качестве нагревательного устройства можно использовать обычную паяльную лампу, также расположив ее вертикально под дном тигля. При плавке, выполняемой данным и предыдущим способами, поверхность расплавленного металла будет активно взаимодействовать с кислородом, что приведет к интенсивному окислению. Чтобы уменьшить интенсивность окисления, расплавленную медь можно присыпать измельченным древесным углем.
Плавка меди паяльной лампой в самодельной печке
Шаг пятый
Если в вашей домашней мастерской имеется горн, то его также можно использовать для того, чтобы расплавить медь, латунь или бронзу. В данном случае тигель с измельченным металлом помещается на слой раскаленного древесного угля. Чтобы процесс нагревания и плавления проходил более интенсивно, в зону горения угля можно обеспечить подачу воздуха, для чего подойдет обычный пылесос, работающий не на втягивание, а на выдувание. В том случае, если вы будете использовать пылесос, на его шланг необходимо изготовить металлический наконечник с отверстием для выдувания небольшого диаметра.
Процесс плавки будет ещё эффективнее в газовом горне
Подбирая муфельную печь для выполнения литейных операций с медью и ее сплавами, следует обращать внимание на температурный режим, который может обеспечить такое устройство. В зависимости от типа расплавляемого металла такая печь должна обеспечивать следующие температуры нагревания:
- медь – 1083°;
- различные марки бронзы – 930–1140°;
- латунь – 880–950°.
Возможно, что вы решите сделать печь для плавки самостоятельно, посмотрев видеоролик.
Обычная медь, не содержащая в своем химическом составе никаких легирующих добавок, не отличается хорошей текучестью в расплавленном состоянии, поэтому для изготовления методом литья изделий сложной конфигурации и небольших размеров она мало подходит. Для этих целей лучше всего использовать латунь, причем выбирать сплав, цвет поверхности которого более светлый (это свидетельствует о том, что латунь данной марки отличается меньшей температурой плавления).
https://youtube.com/watch?v=ogZvX7w9ZDo
Понятие процесса
Обмеднение – это процедура, при которой на поверхность предмета наносится незначительный слой меди. Обычно применяется гальванический способ, предполагающий перенесение медных ионов от положительного источника к отрицательному на обрабатываемые поверхности. Как правило, покрытие медью производят для последующего наложения никеля или хрома, но не редко эта процедура становится самостоятельной технологической операцией для завершающей отделки. Это активно применяемая гальванопластика, требующая создания медного покрытия.
Способы нанесения
Для выполнения меднения в условиях дома не нужно обладать какими-то специфическими знаниями, достаточно только знать курс школьной химии.
За счет меднения, поверхности никеля или других материалов не меняют свой основной состав, так как оно выступает в качестве своеобразного припоя.
Для меднения в условиях дома потребуются достаточно примитивные материалы, которые можно приобрести в любом специализированном магазине.
Процедуру покрытия медью в качестве припоя можно выполнить с погружением в электролиты для меднения (раствор) и без погружения.
И в том, и в другом случае перед тем, как приступить к меднению, обрабатываемую деталь необходимо правильно подготовить.
Для этого она проходится наждачной бумагой, тщательно протирается щеткой с металлической щетиной и промывается под проточной водой.
Между данными анодами размещают подлежащую обработке деталь, которую подключают к минусу, соответственно, аноды к плюсу источника постоянного тока.
Также для меднения в цепь обязательно необходимо включить реостат.
После этого для выполнения меднения в условиях дома готовят специальный состав электролита, раствор с медным купоросом, серной кислотой и водой в определенных пропорциях.
После выполнения меднения сернокислое соединение сливают, заготовку промывают и тщательно высушивают.
На видео ниже показан процесс меднения в домашних условиях.
Меднение алюминия, меднение стали или цинка проводят способом без погружения в состав электролита.
В этом случае деталь также подготавливают к меднению путем тщательной обработки и промывки.
На проводе для удобства делают ручку и один из его концов подключают к плюсу постоянного источника тока.
После этого раствор подключают к напряжению и при помощи кисти начинают обрабатывать деталь, нанося таким образом блескообразователь.
Процессу меднения подвергают всю заготовку (раствор) в течение нескольких минут.
По завершению меднения, раствор убирают, деталь промывают и тщательно высушивают. Процесс меднения без погружения в электролит показа на видео ниже.
Подвергнуть меднению можно практически любой металл, наложив, таким образом, на его поверхность защитное покрытие в виде слоя меди. Видео:
Современная техника выдвигает жесткие требования к характеристикам конструктивных элементов, во многих случаях эти задачи решает химическое меднение. Использование специальных покрытий поверхностей деталей выгодно экономически, так как гальваническое меднение позволяет понизить металлоемкость изделий из дорогостоящих металлов.
Примеры меднения своими руками

Иногда требуется заменить вышедшую из строя медную мебельную фурнитуру, а в продаже имеются только никелированные изделия. В этом случае можно легко собрать установку для нанесения меди. Необходимые приборы и материалы: блок питания 12 В / 3 А, серная кислота и медный купорос.
Сначала необходимо удалить никелировку. Для этого деталь удерживается пинцетом, на который подается «минус» от блока питания. Тряпочкой, закрепленной на
плюсовом электроде, смоченной в 5% серной кислоте, протирается поверхность изделия.

При снятии никелировки образуются ядовитые пары, от которых необходимо защищать органы дыхания. Желательно использовать специальные очки и респиратор с угольным фильтром. Очищенная поверхность полируется.
Следующий шаг – сборка простейшей гальванической установки. В банку помещается медный электрод, соединяемый с «плюсом» БП, и обрабатываемая деталь, подключаемая к «минусу».
Заливается электролит, состоящий из медного купороса, воды и 5% серной кислоты в пропорции 1/5/3 и подается ток. Готовые изделия полируются до приятного блеска.

Для домашнего меднения существует множество различных применений. Наносить медь можно на алюминиевые столовые приборы, давая им вторую жизнь, на рыболовные блесны, подсвечники и многое другое. Особенно впечатляют работы, в которых декоративное покрытие нанесено на неметаллические предметы: стебли растений, листья, желуди и даже на высушенных насекомых. Природная фактура исходного материала, сочетаясь с красотой гальванического покрытия, создает неповторимый художественный эффект.
Технология изготовления подобных изделий несколько сложнее, но вполне осуществима дома. В покрываемом материале отсутствует токопроводящий слой, поэтому вместо него используется специальный электропроводный лак, наносимый на поверхность. Рецептура лака включает в себя органические растворители, пленкообразователи и тонкодисперсный графитовый порошок, обеспечивающий электропроводность.
Лак наносится тонким слоем на сухое растение, высыхает, и через час все готово для меднения. После гальванической обработки можно дополнительно улучшить внешний вид изделия. Существует несколько способов придания гальванической меди различных цветовых оттенков, в том числе с помощью патинирования, химического окрашивания и оксидирования.
Качество художественных работ, полученных по этим технологиям, находится на уровне настоящих ювелирных украшений.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение:)
Меднение — это процесс нанесения на поверхность медного слоя гальваническим способом.
Медный слой придает изделию внешнюю привлекательность, что позволяет использовать прием гальванического покрытия медью в дизайнерских проектах. Также он придает металлу высокую электропроводность, что позволяет подвергать изделие дальнейшей поверхностной обработке.
Меднение можно использовать в качестве основного процесса для создания поверхностного слоя, а также как промежуточную операцию для дальнейшего нанесения другого металлического слоя. К такому способу можно отнести, например, процесс серебрения, или никелирования.
Меднение можно проводить в домашних условиях. Это дает возможность решить много бытовых проблем.
Чтобы выполнить покрытие медным слоем самостоятельно, нужно приобрести необходимое для процесса оборудование и материалы.

Прежде всего, нужно подготовить источник электрического тока. Разные домашние мастера советуют использовать силу тока, разброс которой в большом диапазоне. Работа должна проводиться на постоянном токе.
В качестве источника тока можно взять батарейку КБС-Л напряжением 4,5 вольт или новую батарейку марки «Крона» с рабочим напряжением 9 вольт. Можно также вместо нее использовать выпрямитель малой мощности, дающий напряжение не более 12 вольт, или автомобильный аккумулятор.
Обязательным является использование реостата для регулировки напряжения и плавного выхода из процесса.
Для раствора электролита должна быть заготовлена нейтральная емкость, например из стекла, а также пластиковая широкая посуда, имеющая достаточные размеры для размещения в ней детали. Емкости должны выдерживать температуру не менее 80оС.
Также понадобятся аноды, обеспечивающие покрытие всей поверхности детали. Они предназначены для подведения тока в электролитный раствор и его распределение по всей площади детали.
Для проведения гальваники в домашних условиях понадобятся также химреактивы для приготовления раствора:
- медный купорос,
- соляная или другая кислота,
- дистиллированная вода.
Заготовив все необходимое, можно приступать к работе.
Оборудование и материалы, необходимые для нанесения медного покрытия
Чтобы выполнять меднение стали или других металлов, придется запастись кое-какими материалами и устройствами. Понадобятся:
- Соляная кислота.
- Медный купорос (сернокислая медь).
- Дистиллированная вода.
- Источник постоянного тока, желательно с регулируемым напряжением (один из вариантов — ЛАТР), но подойдет и обычный трансформатор на 6–12 В.
- Емкость для электролита (оптимально — стеклянный резервуар).
- Две медных пластины, которые могут свободно поместиться в емкость.
- Соединительные провода.




Из воды, медного купороса и соляной кислоты надо изготовить электролит. Сначала в воду добавляется медный купорос, до получения насыщенного раствора. Его надо тщательно перемешивать, чтобы не оставалось твердых частиц. Затем в раствор тонкой струйкой добавляется соляная кислота (не наоборот!). Всего для нанесения покрытия понадобится:
- Вода — 980 г.
- Сернокислая медь — 190 г.
- Серная кислота — 40 г.
Теперь все готово, можно приступать к меднению в домашних условиях.



Особенности проведения в бытовых условиях
Гальваностегия – именно так называется процедура обмеднения изделий из металла. Ее суть в том, что обрабатываемый предмет погружается в электролит с осаженным медным купоросом. Не всем известно, что гальванизация может проводиться своими руками дома и при этом не потребуется специальных приспособлений и умений. Благодаря ей можно готовить поверхность к следующей стадии обработки или провести промежуточную стадию перед нанесением хрома, никеля или латуни.
Металл после такой обработки повышает свою устойчивость к агрессивным воздействиям.
В домашних условиях, как правило, проводится химическая гальванизация незначительных деталей, т.к. при этом не потребуются серьезные траты и дополнительные приспособления.
Технология меднения
Различают 2 типа медных электролитов: кислые и щелочные. В кислых электролитах нельзя получить прочно сцепленные медные покрытия на стальных и цинковых изделиях, так как в этом случае железо и цинк в контакте с медью растворяются — нарушается сцепление с покрытием. Для устранения этой особенности — необходимо первый тонкий слой меди (2—3 мкм) нанести в щелочном электролите, а в дальнейшем наращивать покрытие в более экономичном кислом электролите до заданной толщины. Цинковые изделия сложной формы меднить лучше всего в щелочных (цианистых) электролитах. Кислые электролиты меднения Наиболее распространены электролиты двух видов — сернокислые и борфтористоводородные. Наибольшее применение нашли сернокислые электролиты, отличающиеся простотой состава, устойчивостью и высоким выходом по току (до 100%). Перед меднением стальных деталей в кислых электролитах их предварительно меднят в цианистых электролитах или осаждают тонкий подслой никеля. Недостатком этих электролитов является невозможность непосредственного покрытия стальных и цинковых деталей вследствие контактного выделения меди, имеющей плохое сцепление с основным металлом, а также их незначительная рассеивающая способность и более грубая структура осадков по сравнению с другими электролитами. Щелочные электролиты меднения К щелочным электролитам меднения относятся цианистые, пирофосфатные и другие электролиты. Цианистые медные электролиты обладают высокой рассеивающей способностью, мелкокристаллической структурой осадков, возможностью непосредственного меднения стольных деталей. К недостаткам относятся низкая плотность тока и неустойчивость состава вследствие карбонизации свободного цианида под действием двуокиси углерода воздуха. Кроме того, цианистые электролиты характеризуются пониженным выходом по току (не более 60-70%)
Общие сведения
Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Гальванические реакции происходят с помощью постоянного электрического тока. В специальную емкость-диэлектрик наливают раствор — электролит, в который погружают два анода. Аноды должны быть изготовлены из металла, который будет осаждаться на покрываемом изделии.
Обрабатываемая деталь присоединяется к минусовому выводу и помещается между анодами. Она выполняет роль катода. Аноды, в свою очередь, присоединяются к плюсовому контакту источника питания. Они становятся частью цепи, проводя ток в электролит и отдавая ему свои металлические элементы. Электролит передает необходимые частицы обрабатываемой детали, они постепенно обволакивают её тонким слоем. Аноды по площади должны превышать в несколько раз размер заготовки.
Другими словами, гальванизация представляет собой перенос молекул металла раствора на изделие в момент протекания через них электротока.
Любой гальванический процесс можно разбить на общие этапы:
- Сборка гальванической установки.
- Подготовка электролитного раствора.
- Обработка и подготовка образца.
- Запуск гальванического процесса.
Технология гальванопластики
Технология создания точной копии предмета или художественного изделия методом гальванопластики состоит из нескольких этапов:
- Изготовление слепка рельефного предмета из воска или другого пластичного материала. При этом необходимо учитывать тот фактор, что поверхность копируемого изделия должна обладать свойством проводить электрический ток. Если же модель изготовлена из непроводящих материалов, то на нее различными способами наносят любое электропроводное покрытие. Зачастую выполняется втирание измельченной гранитной пыли в восковой подслой или применяется метод химического восстановления металлов на поверхности оригинала.
- Помещение слепка в электролит — готовую модель помещают в специальную емкость с раствором электролита.
- Проведение процедуры электролиза, в процессе которой во время пропускания тока через расплавленный металлический раствор на поверхности слепка наращивается достаточно толстый слой металла, который равномерно заполняет все неровности слепка.
- Отделение слепка от слоя металла после окончания процесса электролиза. Копию отделяют от оригинала по заранее нанесенному барьерному слою или путем химического растворения ( расплавления) оригинала.
Это интересно: Фехраль — виды, свойства, марки, общие сведения
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними.
Для сварки латуни со сталью лучше всего подходит газовая сварка, а для сварки красной меди со сталью — электродуговая сварка металлическими электродами.
Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ-1. Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала.
Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов.
Сварку листов, толщиной менее 3мм выполняют без разделки, а листов, начиная с 3мм — со скосом кромок.
При недостаточном скосе кромок, или при наличии загрязнений на торцах свариваемых деталей, хорошего провара добиться невозможно. Исходя из этого, при сварке деталей больших толщин, в которых выполнена Х-образная разделка, притупление делать не следует.
Сварка меди со сталью — задача сложная, но вполне выполнимая для наплавочных работ и сварки, например, деталей химической аппаратуры, медного провода со стальной колодкой.
Качество сварки таких соединений удовлетворяет требованиям, предъявляемым к ним. Прочность меди можно повысить путём введения в её состав до 2% железа. При большем количестве железа прочность начинает падать.
При сварке угольным электродом необходимо применять постоянный ток прямой полярности.
Напряжение электрической дуги равно 40-55В, а её длина, примерно, 14-20мм. Сварочный ток выбирается в соответствии с диаметром и качеством электрода (угольный или графитовый) и составляет в пределах 300-550А. Флюс используют такой же, как и для сварки меди, состав этих флюсов дан на этой странице.
Вводят флюс в зону сварки, засыпая его в разделку.
Наилучшие результаты при сварке медных шин со стальными получаются при сварке «в лодочку». Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Приварку низколегированной бронзы малой толщины (до 1,5мм) к стали толщиной до 2,5мм можно осуществить внахлёст неплавящимся вольфрамовым электродом в среде аргона на автомате с подачей присадочной проволоки диаметром 1,8мм со стороны.
При этом очень важно направить дугу на нахлёстку со стороны меди. Режимы такой сварки: сила тока 190А, напряжение дуги 11,5В, скорость сварки 28,5м/ч, скорость подачи проволоки 70м/ч. Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением
Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением.
При таком способе сварки стальные кромки оплавляются достаточно сильно, а кромки цветного металла незначительно. Учитывая это обстоятельство, и принимая в расчёт разность удельных сопротивлений этих металлов, принимают вылет для стали, равный 3,5d, для латуни 1,5d, для меди 1,0d, где d — диаметры свариваемых стержней.
Для стыковой сварки таких стержней методом сопротивления рекомендуют вылет, равный 2,5d для стали, 1,0d для латуни и 1,5d для меди. Удельное сопротивление осадки принимается в пределах 1,0-1,5 кг/мм2.
На практике часто возникает необходимость приварки шпилек диаметром 8-12мм из меди и её сплавов к стали, или стальных шпилек к медным изделиям.
Такую сварку осуществляют на постоянном токе обратной полярности под мелким флюсом марки ОСЦ-45 без предварительного подогрева.
Хорошо привариваются к стали или чугуну медные шпильки диаметром до 12мм или шпильки из латуни марки Л62, диаметром до 10мм при силе тока 400А.
А шпильки из латуни марки ЛС 59-1 для приварки не используют.
Стальные шпильки к медным и латунным изделиям привариваются плохо.
Основные методики меднения
Покрытие медью может осуществляться двумя способами — химическим и гальваническим. Для работы проще всего применять медный купорос, причем он подходит для выполнения обеих методик. В первом случае медь из купороса будет осаждаться на стальном изделии в ходе химической реакции, а во втором — под действием электрического тока.
В растворе электролитов
Гальваническая методика предполагает погружение в раствор электролитов, потому не подходит для габаритных предметов. Частицы меди во время процесса отсоединяются от анода и перемещаются к катоду. В результате действия электроэнергии меднение происходит довольно быстро. Заранее нужно правильно подготовить стальную поверхность — очистить и обезжирить ее.
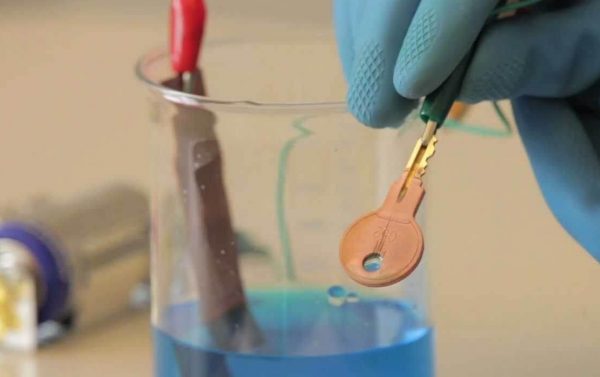 Покрытие медью методом гальванизации
Покрытие медью методом гальванизации
Без раствора электролитов
Основой химического меднения является движение медных частиц вследствие разницы в электроотрицательности со сталью. Готовое покрытие будет иметь меньшую толщину, нежели при гальванической методике, зато наносится проще, без лишних затрат. Кроме того, методика подходит и для обработки пластика, керамики, стекла.
Для работы нужно положить предмет в раствор купороса или нанести его на поверхность кисточкой. Медь «прилипает» к стали даже при условии некачественной подготовки основания, хотя результат будет не столь долговечным.

Техника безопасности
Иногда про технику безопасности при различных работах в домашних условиях рассказывают вскользь. Но при выполнении любых гальванических работ нужно строго соблюдать безопасность.
Опасность заключается в использовании токсичных химических веществ, высокой температуре нагрева раствора и повышенными рисками, которые сопровождают электрохимические реакции.
Лучше всего гальванические работы проводить в гараже или мастерской при обязательном проветривании или вентилировании помещения
Особое внимание следует уделить заземлению оборудования. Нужно соблюдать меры личной безопасности, а именно:
- Дыхательные пути следует защитить респиратором.
- Руки и запястья должны быть спрятаны в высокие и прочные резиновые перчатки.
- Обувь должна защищать от ожогов, а одежда прикрыта клеенчатым фартуком.
- Обязательно ношение специальных защитных очков.
Во время работы не рекомендуется ни пить, ни есть, чтобы в пищевод не попали вредные и опасные вещества.
Цель меднения металлов и сферы их применения
Медь обладает совокупностью свойств, которые определяют условия ее применения при меднении металлов и неметаллических материалов. Она пластична, легко поддается полировке, а гальванический слой после меднения практически не имеет пор. По этой причине медные покрытия очень часто используют в качестве подслоя при хромировании и никелировании изделий, которые эксплуатируются в условиях постоянных сжатий и растяжений. Пластичность меди является идеальным условием для ее применения в гальванопластике. Толстослойное меднение художественных изделий и сложных моделей позволяет создавать их абсолютно точные копии, которые не трескаются и не деформируются при снятии с оригинала.
Медь обладает лучшей среди недрагоценных металлов электропроводностью и хорошо паяется. Поэтому меднение стальных изделий широко используется в радиотехнике и электротехнике при изготовлении проводников, контактов, деталей антенн и волноводов. В условиях применения высокочастотных сигналов на медное покрытие приходится большая плотность тока (скин-эффект), что снижает общее сопротивление проводника.
Это интересно: Медная руда — месторождения, добыча, виды, переработка